
以下是:异型管直供全国品牌:本地厂家的产品参数异型管直供全国品牌:本地厂家,恒盛信达钢铁贸易有限公司为您提供异型管直供全国品牌:本地厂家的资讯,联系人:王立祥,电话:0527-88266888、18762195566,QQ:601360604,发货地:大邱庄镇陈大公路东300米发货到安徽省 淮南市 凤台县、大通区、田家庵区、谢家集区、八公山区、潘集区。 安徽省,淮南市,凤台县 2022年,凤台县实现地区生产总值348.4726亿元,其中,产业增加值42.6152亿元,第二产业增加值180.3858亿元,第三产业增加值125.4716亿元。三次产业结构为12.2:51.8:36.0。常住人口人均地区生产总值达到64133元。
无需长篇大论,观看异型管直供全国品牌:本地厂家视频,让你瞬间爱上我们的产品。以下是:异型管直供全国品牌:本地厂家的图文介绍淮南凤台恒盛信达钢铁贸易有限公司始终坚持“创新务实,追求卓越,诚信守约,用户至上;以质量求生存,以科技求发展”的经营理念。秉承“员工与企业共成长,企业与合作伙伴共同发展”的指导思想。以科学的管理为基础,以的人才为支撑,以不断创新的激情为动力,以打造的“淮南凤台恒盛信达钢铁贸易有限公司”品牌为己任,企业形象,创造出更好的 镀锌管产品。
异型管在相同条件下,其化学成分不同,金属的内部组织和性能不同,轧制压力也不同。
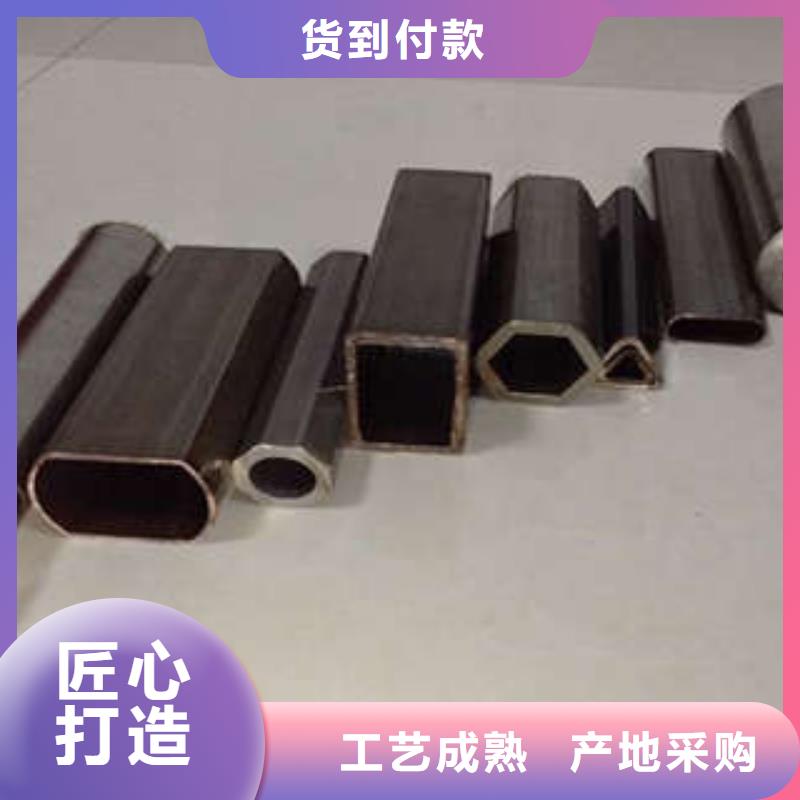
浅析异型管的四个表面缺陷:
由于异型管断面复杂,产生表面缺陷的机率较大,这样不但影响合格率,而且还会严重影响管材的表面质量。异型管主要的表面缺陷,有以下四个:
小R角部纵裂纹沿着管坯的小R角部成直线分布,短的几厘米长的可贯穿整根管坯。小R角部是由于液渣难以完全填充角部气隙而使角部冷却条件变差,同时由于小R角处应力集中而产生纵裂或凹陷。另外因素还有结晶器的铜板尺寸的精度、生产节奏紊乱、钢水质量较差、温度高、拉速快、结晶器液面不稳定、冷却强度过大等。
振痕深一般宽度2mm左右,深度2-3mm,振痕是由于异型管振动的存在而产生的。
为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
不锈钢异型管的MIG焊接,一般都在喷射过渡的条件下来施焊,电压要调整到弧长在4-6mm的程度。
保护气体为氩气,当焊接电流为50-150A时氩气流量为8-10L/min,当电流为150-250A时氩气流量为12-15L/min。
MIG焊接容易受到风的影响,有时风而产生气孔。所以风速在0.5m/sec以上的地方进行异型管焊接,都应当采取防风措施。
采用平特性焊接电源,直流时采用反极性。
为防止焊接气孔之出现,异型管的焊接部位如有铁锈、油污等务必清理干净。
对接打底时,为防止底层焊道的背面被氧化,异型管背面也需要实施气体保护。
浅析不锈钢异型管的焊接要点:
不锈钢异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。
焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。
为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
异型管焊接容易受到风的影响,有时风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
保护气体一般为二氧化碳气体,气体流量以20-25L/min较适宜。
采用垂直外特性的电源,直流时采用正极性,焊丝接负极。
为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
焊嘴与异型管间的距离以15-25mm为宜。
在淮南市凤台县采购异型管直供全国品牌:本地厂家请认准恒盛信达钢铁贸易有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:王立祥-18762195566,QQ:601360604,地址:大邱庄镇陈大公路东300米)。










